

Introduction: Why Digital Twins Matter in Modern Manufacturing
Manufacturing has seen one of the greatest revolutions of all time over the past ten years. From manual production in its early stages to automated assembly lines today, in this Technology each stage of industrial advancement has been built on technology to drive efficiency, cut costs, and enhance quality.
However, now that we are stepping into the Industry 4.0 phase, there is one technology that emerges as the ultimate game-changer — digital twins in manufacturing.
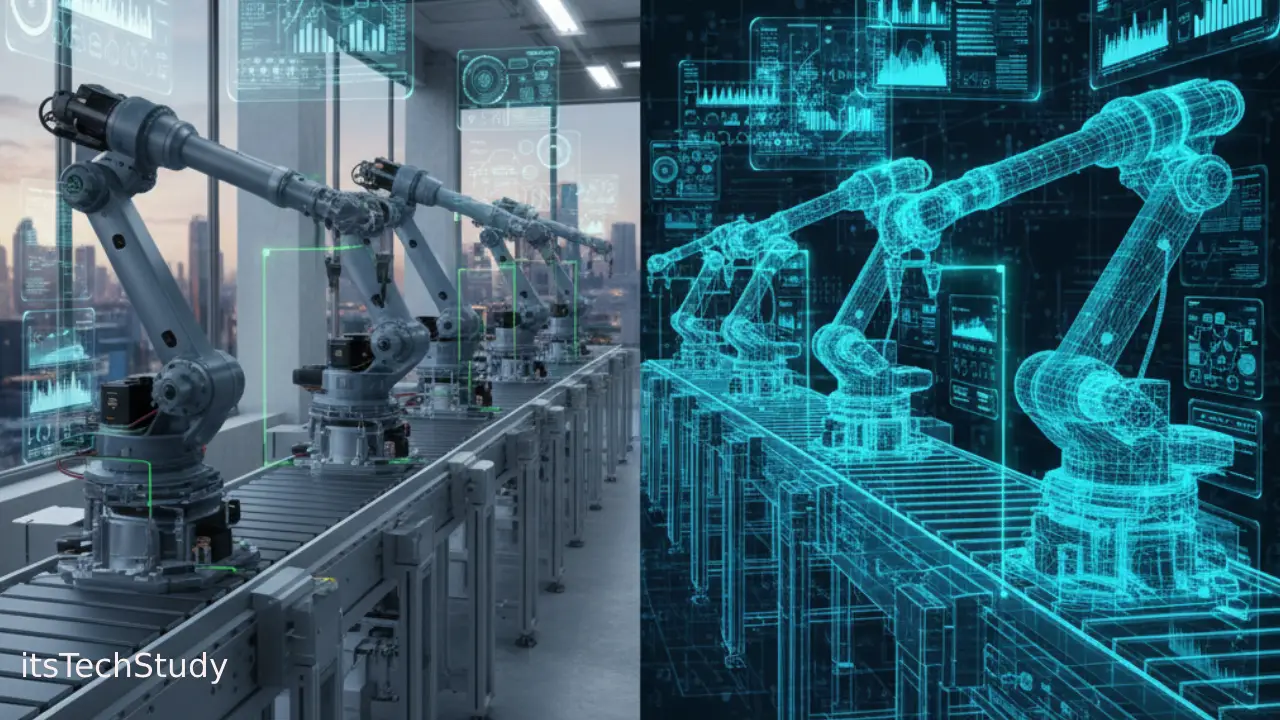
A digital twin is a virtual representation of an actual system, process, or product. Picture having an in-the-moment, AI-driven simulation of your factory floor, with every machine, tool, and process duplicated digitally. This enables manufacturers to forecast equipment failures, streamline operations, and pilot new approaches without disrupting actual production.
Digital Twin technology is rapidly reshaping the future of manufacturing within the Industry 4.0 era, enabling companies to create dynamic virtual replicas of physical machines, processes, and production environments. By combining real-time data, IoT sensors, advanced simulations, and AI-powered analytics, digital twins allow manufacturers to monitor performance, predict failures, optimize operational efficiency, and improve product design before implementation in the real world. This technology reduces downtime, enhances quality control, and supports smarter decision-making through accurate digital predictions and scenario testing. As industries shift toward more connected and intelligent factories, digital twins are becoming essential tools for achieving higher productivity, sustainability, and innovation—marking a powerful step toward truly autonomous manufacturing systems.
The value of digital twins is apparent if we consider the challenges manufacturers currently contend with:
- Growing demand for customization
- Pressure to minimize downtime and costs
- Supply chain disruptions
- Sustainability and energy efficiency concerns
Digital twins provide an answer by combining IoT, artificial intelligence (AI), big data, and cloud computing into a single ecosystem that enables smarter decision-making.
What Is a Digital Twin in Manufacturing?
A digital twin is more than a static 3D representation. It is a live, data-based simulation that changes in real time based on sensor, IoT, and production data inputs.
In manufacturing, digital twins can be used to represent:
- Machines (forecasting wear and tear)
- Processes (optimizing flow of production)
- Products (testing performance prior to launch)
- Whole factories (operating at scale)
Through the incorporation of machine learning algorithms, cloud computing, and IoT sensors, digital twins facilitate continuous monitoring, predictive maintenance, and enhanced efficiency.

How Digital Twins Work in Manufacturing
Following is a step-by-step explanation of how digital twins work:
- Data Collection – IoT sensors continuously collect real-time data from machines, tools, and production lines.
- Integration – Data is transferred to cloud platforms and combined with AI models.
- Simulation – A virtual twin replicates the very conditions of the physical system.
- Analysis – Machine learning algorithms scan performance, identify inefficiencies, and forecast failures.
- Optimization – Feedback is supplied to operators or automated systems to enhance performance.
Key Advantages of Digital Twins in Production
Digital twins provide a vast array of advantages that enable businesses to remain competitive globally.
- Predictive Maintenance
- Machines can be tracked in real-time to forecast failures before they occur, minimizing expensive downtime.
- Process Optimization
- Manufacturers can determine the most productive workflows by simulating different production situations.
- Lower Prototyping Costs
- Rather than constructing several prototypes, digital twins enable virtual testing of new designs and configurations.
- Enhanced Product Quality
- Digital models enable manufacturers to detect defects early, leading to better product quality.
- Sustainability and Energy Efficiency
- Manufacturers can track energy usage, streamline resource consumption, and minimize carbon emissions.
Table: Digital Twins vs Traditional Manufacturing Approaches
| Feature/Aspect | Traditional Approach | With Digital Twins |
|---|---|---|
| Machine Monitoring | Manual inspections | Real-time IoT data + AI insights |
| Predictive Maintenance | Reactive (after breakdown) | Predictive and proactive alerts |
| Prototyping & Testing | Physical prototypes | Virtual simulations |
| Production Optimization | Trial-and-error adjustments | AI-driven scenario modeling |
| Sustainability Tracking | Limited visibility | Real-time energy/resource tracking |
Applications of Digital Twins in Manufacturing
- Automotive Industry
- Automakers leverage digital twins to mimic crash tests, streamline assembly lines, and track vehicle performance in remote areas.
- Aerospace and Defense
- Aircraft manufacturers depend on digital twins for safety inspections, pre-emptive maintenance, and flight simulations.
- Electronics and Semiconductor Industry
- Digital twins optimize chip design, cooling systems, and automated manufacturing processes.
- Smart Factories
- Whole production facilities can be replicated digitally to enable real-time factory-level decision-making.
Pros and Cons of Digital Twins in Manufacturing
As any new technology, digital twins too possess strengths and drawbacks.
Pros :
- Increases efficiency and productivity
- Decreases operating costs
- Facilitates product innovation
- Enables predictive maintenance
- Facilitates sustainability objectives
Cons :
- High upfront installation cost
- Needs sophisticated IT infrastructure
- Difficult integration with legacy systems
- Trained workforce required to operate digital ecosystems
Future of Digital Twins in Industry 4.0
The future of manufacturing technology will be highly intertwined with digital twins. As AI(Read more about AI), 5G(Read more about 5G), blockchain(Read more about blockchain), and edge computing technologies advance, digital twins will become increasingly scalable and affordable even for small and mid-sized manufacturers.
Few of the emerging trends include:
- AI-driven autonomous factories powered by digital twins
- Blockchain integration for secure supply chain management
- 5G connectivity enabling real-time monitoring with zero latency
- Sustainability-first designs that optimize energy and material usage
Conclusion: A Virtual Revolution in Manufacturing
Digital twins are no longer sci-fi ideas – they are now a central element of future manufacturing strategies. Through the intersection of IoT, AI, and real-time analytics, manufacturers are able to build smarter, more efficient, and sustainable factories.
Though hurdles like cost and infrastructure persist, long-term gains far outweigh the obstacles. As technology continues its trends in 2025 and beyond, digital twins will transform the way industries design, test, and scale their operations.
Simply put, digital twins are more than digital models – they are the intelligent manufacturing of the future.

About the Author
Amelia Morgan is a Editor at itsTechStudy.com with 15+ years of experience in the technology industry. I write about emerging innovations, AI, and digital trends-making complex topics simple and engaging for readers.
FAQs About Digital Twins in Manufacturing
Q1: Are digital twins only useful for large manufacturers?
Ans: No. While large companies have been early adopters, smaller manufacturers are increasingly using cloud-based digital twin platforms that are more affordable and scalable.
Q2: How do digital twins reduce costs in manufacturing?
Ans: They lower costs by minimizing downtime, reducing prototype expenses, improving energy efficiency, and enabling predictive maintenance.
Q3: Is implementing digital twins expensive?
Ans: Yes, the initial investment can be significant, but the long-term savings in efficiency, maintenance, and quality often outweigh the upfront costs.
Q4: Do digital twins replace human workers?
Ans: Not at all. Digital twins support workers by providing better insights and decision-making tools, but human expertise remains essential.
Q5: What technologies are required for digital twins?
Ans: Key enablers include IoT sensors, cloud computing, AI algorithms, big data analytics, and high-speed networks like 5G.
Q6: How are digital twins related to Industry 4.0?
Ans: Digital twins are one of the core pillars of Industry 4.0, enabling smart factories, connected devices, and intelligent production systems.







No Comments Yet
Be the first to share your thoughts.
Leave a Comment